- 公司简介
- 更多>>
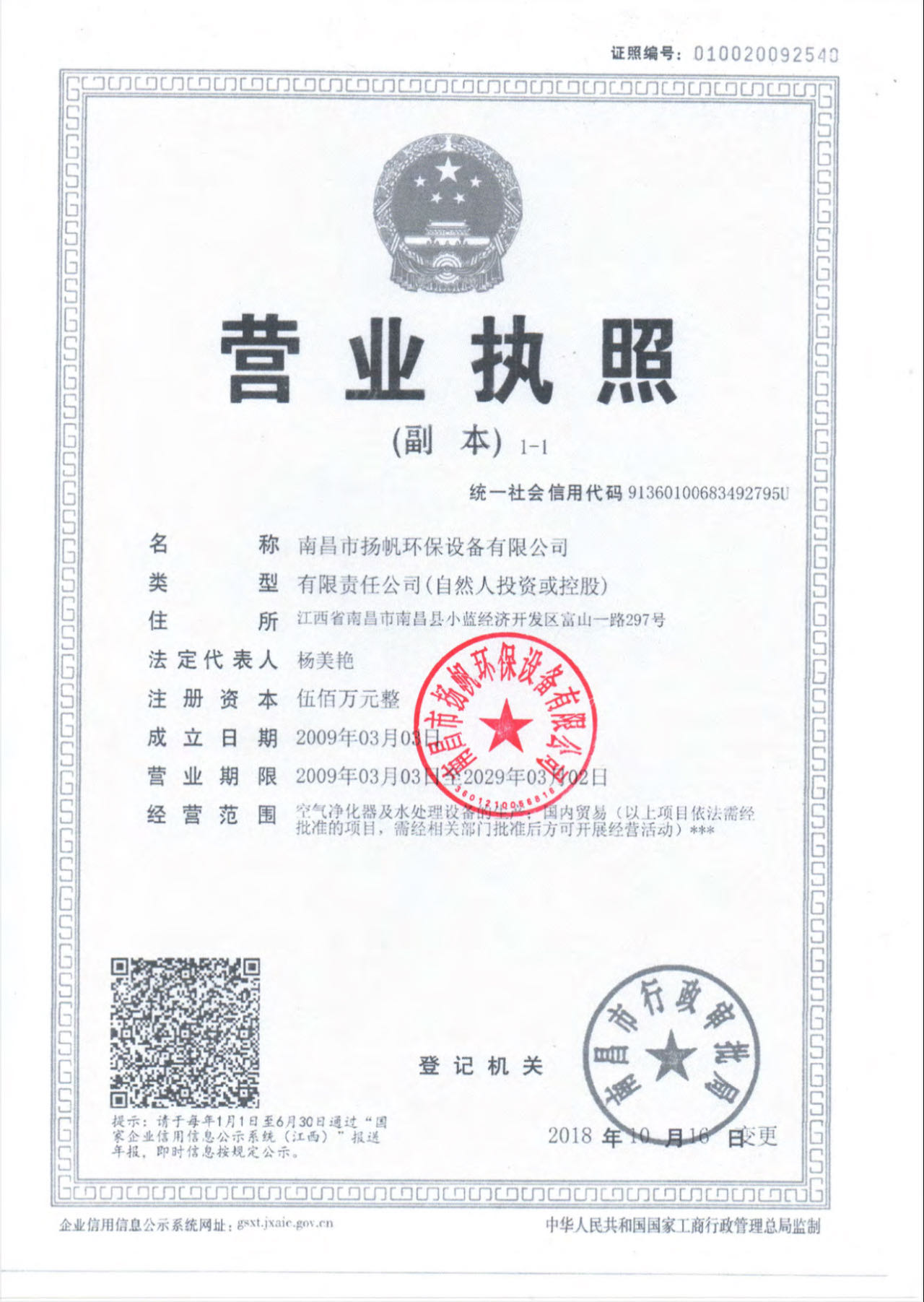
南昌市扬帆环保设备有限公司
南昌市扬帆环保设备有限公司(医用空气消毒机、紫外线空气消毒机、安尔森医用消毒机、动态空气消毒机等)绿色环保、顾客至上、诚信为本。南昌市扬帆环保设备有限公司是集医用空气消毒机、循环风紫外线空气消毒机、臭氧产品、层流净化设备的研制、、销售、安装及售后服务为一体的化公司。公司的系列产品成套设备广泛用应于医疗卫生、制药、食品加工业、电子、养殖业、化工业等各个领域。公司拥有从事多年环保产品的研制、和销售人才,公司以市场为依托,以用户的需要为准则,在发挥自身优势的同时,不断引进国内外技术和管理方法,公司本着“保护环境、奉献社会、造福人类”的宗旨和“以人为本,开拓创新、勤勉奋进”的企业精神,积极地向社会提供适用的环保设备与消毒净化产品。
查看更多>>
- 荣誉证书
- 更多>>
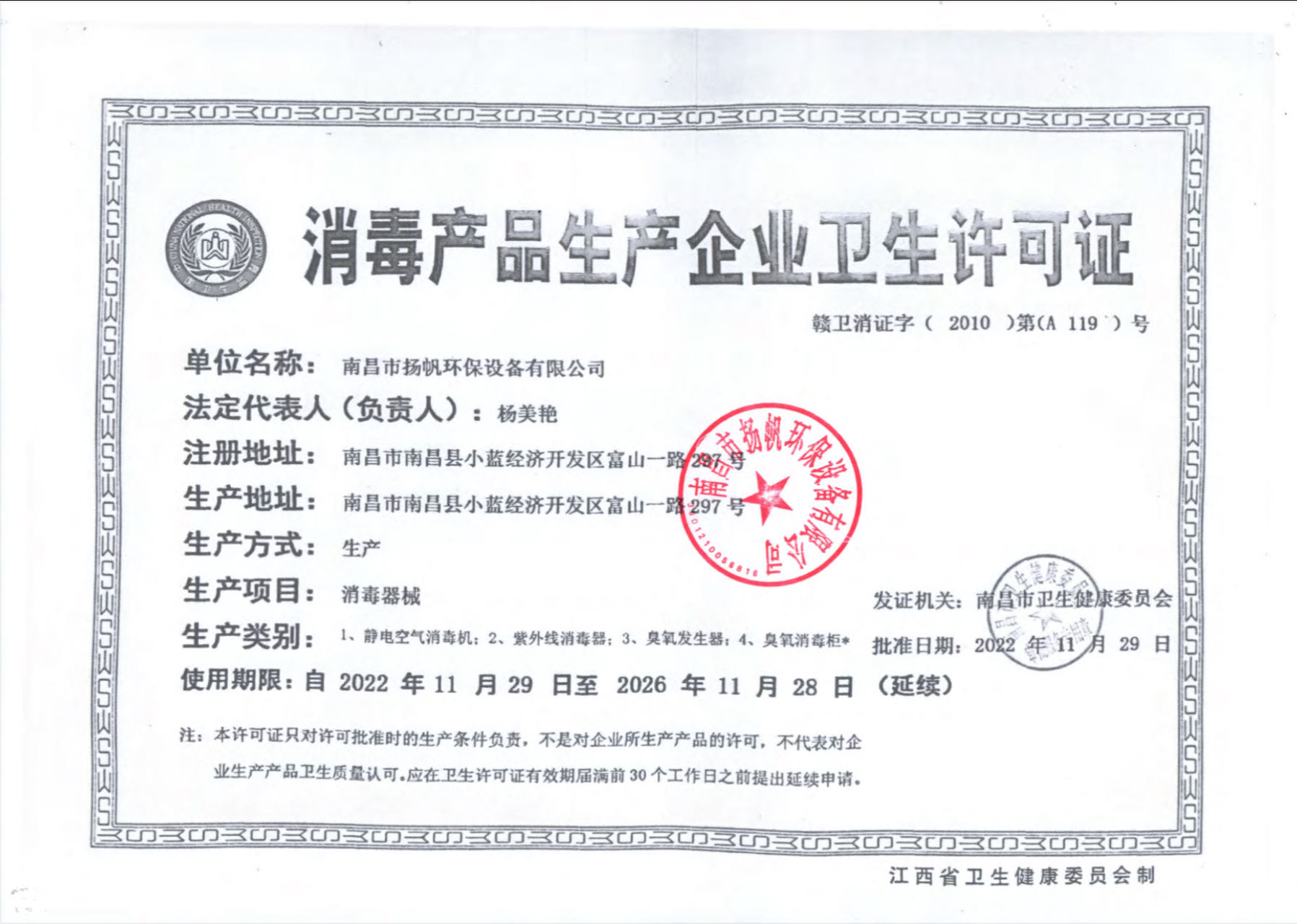
 消毒产品企业卫生许可证
消毒产品企业卫生许可证
- 公司新闻developments
- 更多>>

- 告别室内污染,嵌入式空气消毒机让你的家更健康!
- 2023/07/06
- 嵌入式空气消毒机是一种越来越受重视的家庭必备设备。它可以有效地杀灭空气中的细菌、病毒和异味,让家庭更加舒适和健康。市面上有许多不同种类的嵌入式空气消毒机,例如紫外线消毒机、臭氧消毒查看更多
- 无磁空气消毒机助力医疗机构消毒升级采用先进的紫外线消毒技术,通过特殊设计的紫外线灯管产生紫外线,对空气中的细菌、病毒等微生物进行有效杀灭。紫外线具有很强的杀菌能力,能够在短时间内杀灭多种微生物,包括细菌、病毒、真菌等。
- 无磁空气消毒机在医疗领域的创新应用可以应用于医院病房,对室内空气进行持续、 的消毒,降低空气中病原微生物的浓度,预防交叉感染。特别是在传染病病房、重症监护室(ICU)等关键区域,其作用尤为重要。
- 无磁空气消毒机的应用场景可以提供健康、清新的室内空气,特别是对于有老人、儿童、孕妇或免疫力较低的家庭成员来说,更是保障健康的重要措施。在办公室、会议室等封闭空间,空气消毒机可以有效减少由于空气不流通导致的细菌滋生,提高员工工作效率和健康水平。
- 如何选择合适的空气净化消毒机?考虑您要净化的房间大小。每台消毒机都有其适用的空间范围,确保选择的机型能够覆盖目标房间。查看消毒机的消杀率和消杀种类,确保其能有效去除空气中的细菌、病毒等有害物质。
- 空气净化消毒机的优势杀菌因子强度适中:机器通常采用安全可靠的杀菌技术,如等离子技术,既能有效杀菌又保证人体安全。过滤材料:使用高分子材料和活性炭粉,有效去除空气中的有害物质如甲醛、苯等。
- 嵌入式空气消毒机与传统空气消毒机相比,有哪些优势与特点?
- 嵌入式空气消毒机与传统空气消毒机相比,具有以下优势与特点:空间利用优势:嵌入式空气消毒机设计为嵌入吊顶或墙体安装,不占用地面或家具空间,保持了室内空间的整洁和宽敞,适合于空间有限或
- 医用床单位消毒机的消毒原理
- 医用床单位消毒机主要采用臭氧消毒的原理来进行消毒工作。以下是医用床单位消毒机的消毒原理:臭氧的生成:消毒机内部装有臭氧发生器,能够通过电化学反应将氧气(O?)转化为臭氧(O?)。臭
- 选择医用空气消毒机时需要关注的关键因素
- 随着空气质量问题日益严峻,医用空气消毒机成为医院、诊所、实验室等场所的重要设备。为了确保空气净化效果以及设备的长久使用,在选择医用空气消毒机时,需要关注多个关键因素。本文将详细介绍
- 选择适合家庭使用的无磁空气消毒机的几个关键因素
- 随着空气质量问题的日益关注,空气消毒机逐渐成为家庭健康的必备设备。尤其是无磁空气消毒机因其对电磁辐射的控制,受到越来越多家庭的青睐。那么,如何选择适合家庭使用的无磁空气消毒机呢?以
- 医用床单位消毒机的工作原理是什么
- 随着医院对卫生标准的不断提高,医用床单位消毒机作为一种新型设备,逐渐在医疗行业中 广泛应用。这种设备主要用于对医院病床及相关医疗设施进行 消毒,以确保病人和医护人员的安全。那么
?
?
主站蜘蛛池模板:
黄色三级网站免费
|
国产偷怕
|
欧美精品一区二区三区视频
|
欧美一级做性受
|
日韩黄色一级毛片
|
青青草在线观看视频
|
国产成人毛片视频不卡在线
|
韩国理论片在线观看
|
www.亚洲成在线
|
xxxx免费国产在线视频
|
成人三级精品视频在线观看
|
欧洲国产伦久久久久久久
|
成人欧美一区在线视频在线观看
|
精品国产一区在线观看
|
成年人精品视频
|
国产日韩精品视频一区二区三区
|
草莓视频不看不行
|
精品国产欧美一区二区
|
成年日韩片av在线网站
|
成人精品一区二区三区中文字幕
|
毛片一级在线观看
|
看看屋午夜
|
国产精品剧情
|
久久视频免费看
|
国产成人a一区二区
|
成人免费va视频
|
国产美女久久久亚洲
|
欧美视频在线看
|
韩国一级片
|
欧美一级特毛片
|
国产成人精品日本亚洲语音1
|
青青视频免费看
|
毛片视频网站
|
国产中的精品一区的
|
草莓社区
|
99国产成人高清在线视频
|
国自产拍在线天天更新91
|
俺去啦网婷婷
|
97capcom超频在线
|
成人日韩在线观看
|
久久精品国产亚洲精品2020
|

 安尔森牌 AES-Q-1500吸顶式等离子体空气消毒机
安尔森牌 AES-Q-1500吸顶式等离子体空气消毒机 安尔森牌YF/XDC-C型无磁紫外线消毒车
安尔森牌YF/XDC-C型无磁紫外线消毒车 欣天瑶牌XTY-Y-2300型等离子体空气净化消毒机
欣天瑶牌XTY-Y-2300型等离子体空气净化消毒机 欣天瑶牌XTY-Y-1100型等离子体空气净化消毒机
欣天瑶牌XTY-Y-1100型等离子体空气净化消毒机 欣天瑶牌XTY-Y-1500型空气净化消毒机
欣天瑶牌XTY-Y-1500型空气净化消毒机 欣天瑶牌XTY-Y-600型空气净化消毒屏
欣天瑶牌XTY-Y-600型空气净化消毒屏 吸顶式等离子消毒机系列
吸顶式等离子消毒机系列